Революция в повышении коррозионной стойкости покрытий, полученных из порошковых, термоактивных лакокрасочных материалов на стальных подложках
Решения «Приматек» по повышению долговечности поверхности.

Готовое окрашенное стальное изделие, эксплуатирующееся на открытом воздухе, подвергается агрессивным воздействиям окружающей среды. Лакокрасочное покрытие на изделии, кроме обеспечения декоративности, призвано защитить поверхность изделия от этих воздействий.
Опасные факторы
Из всех атмосферных воздействий стоит выделить два наиболее разрушительных фактора. Первое – воздействие на покрытие солнечного, ультрафиолетового излучения, второе – коррозионное воздействие кислорода сквозь неповрежденное поверхность.
Что касается первого фактора, то в технологии порошковой покраски является общепринятым использование, в качестве верхнего слоя покрытия, красок на основе полиэфирных смол. И это решает задачу. Компания «Приматек», как и все серьезные производители порошковых ЛКМ, имеют в своих продуктовых линейках полиэфирные краски архитектурного класса. Покрытия, полученные из таких материалов, способны противостоять воздействию ультрафиолета десятки лет без фатальной потери блеска и цвета.
Повышение долговечности
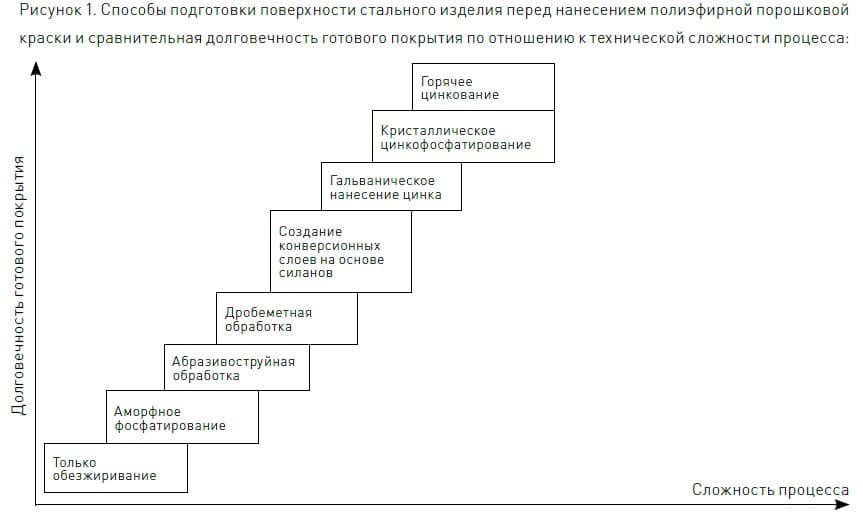
Гораздо труднее получить покрытие, успешно противостоящее подпленочной коррозии. Дело в том, что покрытия из полиэфирных порошковых красок не слишком плотные. Не обладают нужной химической стойкостью. Однако, мы не можем НЕ использовать полиэфирную краску в качестве топового слоя покрытия. Достойной альтернативы, способной так же противостоять ультрафиолету, просто нет. Поэтому, для обеспечения необходимой антикоррозионной защиты приходится предпринимать дополнительные усилия. Покрасчик может делать упор на тщательную подготовку поверхности изделия перед покраской, организуя на поверхности дополнительный, инертный, так называемый «конверсионный» слой. Либо может наносить на изделие дополнительный грунтовочный слой краски, как правило, на эпоксидной основе. Часто применяется комбинация этих методов. Реализация этих подходов, дающая значительное увеличение долговечности покрытия, технически сложна и ресурсоемка. Проиллюстрируем последнее утверждение (смотрите рисунок 1).
Как видим, чем большую долговечность мы хотим получить, тем больше мы должны потратить усилий, денег, времени.
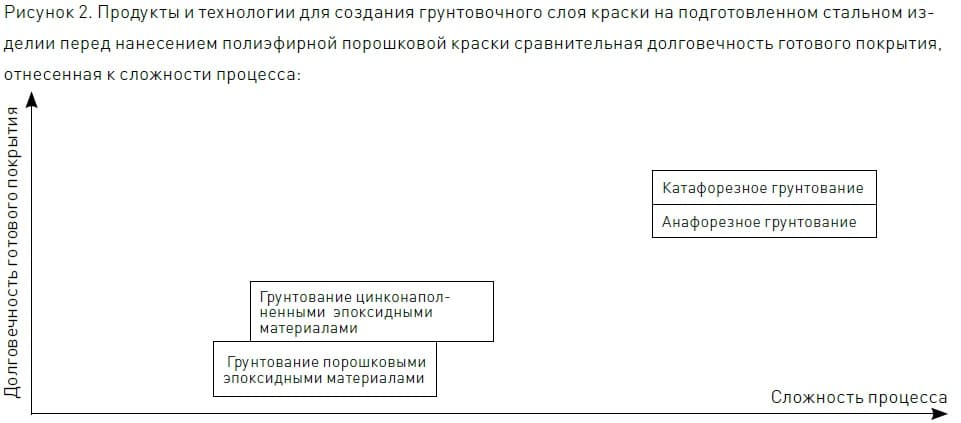
Другой подход, позволяющий также увеличить срок службы покрытия, заключается в нанесении дополнительного слоя краски в качестве грунта. Выбор продуктов и технологий здесь поменьше. Перечислим то, что применяется чаще всего (смотрите рисунок 2).
Как видим и здесь долговечность готового покрытия связана с технической сложностью процессов грунтования. Следует отметить, что по сложности технологии нанесения катафорезных и анофорезных грунтов лидируют с большим отрывом.
То есть, если выбирать самое долговечное, то у нас получится следующая схема: в качестве подготовки поверхности – горячее цинкование или кристаллическое цинкофосфатирование, в качестве грунта – катафорезный эпоксидный грунт и в качестве топового слоя – полиэфирная порошковая краска. Как долго простоит такое покрытие в атмосферных условиях на стальном изделии? Будет ли оно вечным? Можно обратиться к опыту автомобилестроителей – на кузовах часто применяется именно такая схема, только слоев краски по грунту больше и они из жидких ЛКМ. Как многие, наверное, знают, производители автомобилей дают гарантию от сквозной коррозии на кузовных деталях 8-12 лет. Другими словами, чудес ждать не стоит. Но даже такой результат для многих покрасочных производств оказывается недостижим в связи со сложностью и дороговизной вышеописанной схемы. Кроме того, эта схема оказывается не гибкой. Если потребителю, на ряде изделий, оказалась не нужна повышенная коррозионная стойкость покрытия, то изменить технологический процесс бывает сложнее, чем смириться с неоплачиваемой излишней обработкой.
Решение компании «Приматек»
Компания «Приматек» предлагает решение. Следует выбрать систему, где грунтом является эпоксидный термоотверждаемый жидкий материал Primapox 1500, а верхним слоем полиэфирная, порошковая краска Primatek серии 49. Неожиданно, что в этой системе в качестве грунта выступает органорастворимый, жидкий лакокрасочный материал, отверждающийся под действием высокой температуры, одновременно с верхним порошковым слоем.

Технология производства покрытия выглядит следующим образом: На подготовленную до степени P3 (согласно EN ISO 8501-3) поверхность изделия наносится жидкий грунт Primapox 1500 - первый слой в системе двухслойного покрытия PRIMATEK 1500. Способ нанесения может быть любым, в том числе,обливом и окунанием. Толщина нанесенной мокрой пленки будет составлять 70-90 мкм. Далее, загрунтованное изделие сушится в течение примерно 30 минут на открытом воздухе до степени 3 (согласно ГОСТ 19007). Потом изделие поступает в камеру нанесения для окрашивания порошковой краской и движется в печь отверждения, где оба слоя покрытия отверждаются одновременно, при температуре и времени выдержки в печи, обусловленных спецификацией на верхний слой порошковой краски. Суммарная толщина готового покрытия составляет от 110 до 150 мкм в зависимости от наличия и качества конверсионного слоя.
Получившееся покрытие противостоит воздействию нейтрального, соляного тумана на протяжении 1000 часов, если поверхность стали была подготовлена простым обезжириванием и 1500 часов, если в качестве подготовки поверхности была выбрана абразивоструйная обработка. Что подтверждено неоднократными испытаниями, произведенными в лаборатории Центра Исследования и Разработок компании «Приматек». Такая высокая антикоррозионная стойкость системы PRIMATEK 1500 ставит наш продукт в один ряд с процессом, предусматривающим катафорезное грунтование.
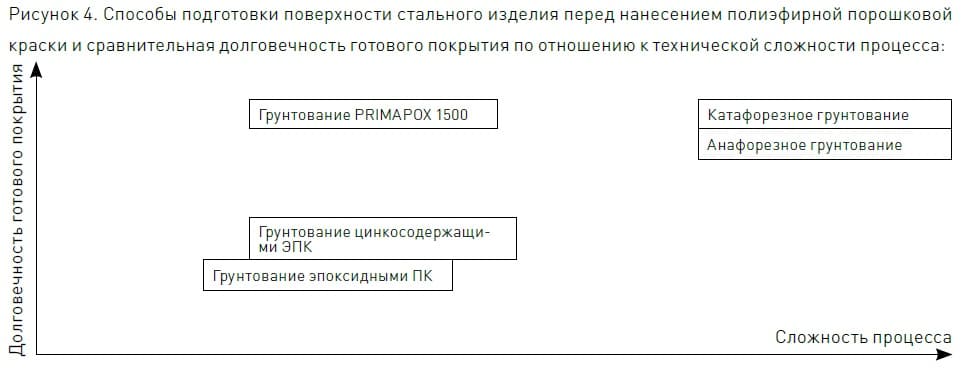
Если вернуться к схеме «соотношение Долговечность/Сложность процесса», то вот какое место по отношению к другим грунтам займет грунт PRIMAPOX 1500.
Следует отметить еще ряд преимуществ, предложенного продукта и технологии:
- В отличие от катафорезного процесса грунтования, «входной билет» в технологию имеет почти нулевую стоимость. Для того чтобы провести испытания системы PRIMATEK 1500 достаточно обычного пневматического краскопульта. Практически на любом покрасочном производстве он и так имеется.
- Эпоксидный грунт является однокомпонентным и, следовательно, имеет неограниченную жизнеспособность.
- Получение покрытия происходит за один цикл. Причем время цикла удлиняется всего 30 - 40 минут, по сравнению со схемой нанесения покрытия в один слой, без грунта.
- Грунт PRIMAPOX 1500 совместим с любой схемой подготовки поверхности, уже реализованной у покрасчика, и способен адекватно усилить антикоррозийные свойства готового покрытия.
В журнальной статье невозможно описать все случаи и частности технологии. Внедрение новой системы покрытия предполагает тщательный анализ особенностей материала окрашиваемого изделия, набора существующего оборудования, особенностей технологии покраски и условий эксплуатации готового изделия. Требуется согласование лабораторных методов оценки ожидаемой коррозионной стойкости готового покрытия. Возможно, потребуется доработка некоторых качественных характеристик продукта, например, таких как вязкость или необходимая тиксотропность, учитывающая выбранный покрасчиком способ нанесения жидкого грунта.
При выборе поставщика ЛКМ следует ориентироваться на компании, оказывающие заказчику всестороннюю техническую поддержку, включая аудит технологического процесса, помощь в поиске проектных решений, консультации и обучение персонала.
Рецензия компании ТЕХНОМАКС В индустрии высококачественных промышленных покрытий технология катафорезного грунтования – это своего рода бенчмарк с точки зрения коррозионной стойкости. Однако, порог входа для большинства промышленных предприятий действительно оказывается слишком высоким. Это обусловлено высокой степенью сложности технологического оборудования, а также требованиями к квалификации персонала. Отрадно видеть, что отечественное предприятие PRIMATEK разработало технологию, способную стать достойной заменой электроосаждаемым грунтам во многих отраслях промышленности. Так как это позволит нашим производственникам существенно повысить качество покрытияизделий без дорогостоящих вложений в оборудование. Разумеется, есть ряд ограничений и технологических особенностей, связанных с изделиями сложной формы. Например, при нанесении грунта методом распыления остается риск непрокраса скрытых поверхностей на деталях сложной формы. А при нанесении окунанием надо тщательно продумывать расположение изделий на подвесках во избежание скопления грунта в «карманах» и «желобах». Возможно, потребуется предусмотреть в конструкции деталей дренажные отверстия для стекания излишков грунтовки. С точки зрения оборудования наша компания располагает достаточным опытом и успешными кейсами внедрения двухслойных покрытий, в частности типа «сухой по мокрому» как в случае с PRIMATEK 1500. В качестве примера могу привести реализованные нами проекты по созданию автоматических линий окраски бытовых радиаторов отопления. В состав таких линий, как правило, входят следующие модули: агрегат химической подготовки поверхности, ванна нанесения жидкого грунта методом окунания, зона стекания излишков грунта, печь сушки грунта (опционально), кабина нанесения порошковой краски, печь полимеризации. Резюмируя выше обозначенное, считаю, что у технологии PRIMATEK 1500 большое будущее на российском и зарубежном рынке по причине доступности для окрасчиков, относительной простоте внедрения, а также гибкости производственной системы. Москвичев Максим Александрович Директор компании ТЕХНОМАКС.

ООО НПК «Приматек»
Ленинградская область, Гатчина,
ул. Железнодорожная, 45
info@primatek.ru
+7 812 960-03-61 (-62)
www.primatek.ru